P: Koja je najbolja debljina za dijelove za auto štancanje?
O: Tipične debljine lima koje se koriste u štancanju su {{0}}.001 in. do 0.625 in. Iako većina operacija štancanja koristi čelični lim, specijalne kalupe mogu rezati i formirati čelične šipke do 3 in. debljine. Mnogo različitih vrsta metala može se rezati i formirati u kalupu.
P: Kako se proizvode dijelovi za auto štancanje?
O: Matrica se montira na presu za štancanje, a metalni lim ili kalem se ubacuje u presu. Presa vrši visok pritisak da oblikuje i reže metal prema dizajnu matrice.
P: Koji se materijali obično koriste za auto štancanje dijelova?
O: Uobičajeni materijali koji se koriste za dijelove za auto štancanje uključuju različite vrste čelika (kao što su ugljični čelik, nehrđajući čelik i pocinčani čelik), aluminij, a ponekad i obojene metale poput bakra i mesinga.
P: Koje su prednosti korištenja žigosanih dijelova u proizvodnji automobila?
O: Prednosti upotrebe štancanih dijelova u proizvodnji automobila uključuju visoku preciznost i konzistentnost, isplativost za proizvodnju velikih razmjera, mogućnost stvaranja složenih oblika, smanjeni otpad materijala i odlična mehanička svojstva.
P: Kako proces štancanja doprinosi jačini auto dijelova?
O: Proces štancanja može poboljšati snagu autodijelova tako što očvrsne metal dok se oblikuje i formira pod visokim pritiskom. Ovo radno kaljenje povećava granicu tečenja i vlačnu čvrstoću metala.
P: Koje su različite vrste operacija štancanja koje se koriste u izradi autodijelova?
O: Različite vrste operacija štancanja koje se koriste u izradi auto-dijelova uključuju blijeđenje, bušenje, savijanje, oblikovanje, crtanje i kovanje. Blanšanje uključuje rezanje ravnog oblika od metalnog lima, dok bušenje stvara rupe ili proreze.
P: Kako su matrice dizajnirane za auto štancanje dijelova?
O: Matrice za štancanje su alati za oblikovanje i rezanje dijelova od lima. Obično se razvijaju pomoću softvera za kompjuterski potpomognuto projektovanje (CAD) i analitičkih programa za kreiranje i dokazivanje veoma tačnih, nedvosmislenih dizajna. Ovi dizajni se zatim prevode u kalupe za štancanje od strane vještih majstora, poznatih kao izrađivači kalupa.
P: Koje mjere kontrole kvaliteta se koriste u proizvodnji dijelova za auto štancanje?
O: Mjere kontrole kvaliteta u proizvodnji dijelova za auto štancanje uključuju početnu inspekciju materijala, praćenje u procesu i završnu inspekciju. Tehnike kao što su dimenzionalna analiza, vizuelni pregled, ispitivanje tvrdoće i procena završne obrade površine se obično koriste.
P: Kako debljina metalnog lima utiče na proces štancanja?
O: Debljina lima značajno utiče na proces štancanja u smislu potrebne sile pritiska, habanja alata i kvaliteta delova. Deblji limovi zahtijevaju veće sile pritiska za oblikovanje i rezanje, što može dovesti do povećanog trošenja kalupa i strojeva.
P: Kako faktori okoline utiču na proces automatskog štancanja?
O: Faktori okoline, kao što su temperatura, vlažnost i čistoća, mogu uticati na proces štancanja utičući na svojstva materijala, performanse podmazivanja i rad opreme.
P: Kako sačuvati dijelove za auto štancanje?
O: Većina dijelova za auto štancanje je napravljena od metala, koji pripada materijalima sklonim vlazi i općenito bi trebao biti podstavljen. Poboljšati kontrolu temperature i vlažnosti u skladištu, te koristiti cirkulaciju zraka, mehaničku ventilaciju i desikant.
P: Princip odabira materijala za dijelove za automatsko štancanje?
O: Određeni dijelovi za žigosanje automobila mogu biti podvrgnuti abrazivnim uvjetima, kao što je kontakt s površinama puta ili abrazivnim česticama. Odaberite materijale s dobrom otpornošću na abraziju, kao što su legure kaljenog čelika, keramički kompoziti ili specijalni premazi, kako bi izdržali habanje, spriječili preranu degradaciju i osigurali produženi vijek trajanja.
P: Kako ukloniti neravnine sa dijelova za auto štancanje?
O: Neravnine se uklanjaju probijanjem. Ručno uklanjanje ivica. Frozen Deburring. Hot Deburring. Mašina za graviranje za uklanjanje neravnina. Chemical Deburring. Electrolytic Deburring. Koristite vodeni mlaz pod visokim pritiskom za uklanjanje neravnina.
P: Rješenje za Springback defekt dijelova za auto štancanje?
O: Drugi je dizajn oblika dijela za štancanje. Oblik opruge dijela za štancanje također ima vrlo važan utjecaj. Kod savijanja složenog štancanog dijela, zbog složenog naprezanja u svim smjerovima, postoje i drugi faktori kao što je trenje. Vrlo je teško eliminirati opruge, pa se prilikom dizajniranja oblika proizvoda može koristiti kombinacija više dijelova za složene dijelove štancanja kako bi se riješio problem povratne opruge. Osim toga, mogu se postaviti rebra protiv odskoka, koja također mogu efikasno riješiti defekt odskoka.
P: Koji su razlozi za okretanje i uvrtanje dijelova za auto štancanje?
O: Iskrivljeni ili nagnuti dijelovi za auto štancanje mogu biti uzrokovani nepravilnim poravnanjem kalupa tokom procesa štancanja, što je jedan od najčešćih uzroka. Neodgovarajući materijal ili debljina štancanja, nedovoljno podmazivanje tokom operacije štancanja i loše održavane mašine su dodatne varijable koje mogu uzrokovati okretanje i uvrtanje.
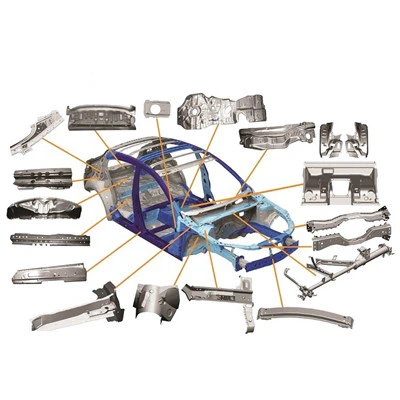
P: Koje vrste dijelova za auto štancanje postoje?
O: Postoji mnogo vrsta dijelova za žigosanje automobila, kao što su opruge za utiskivanje amortizera automobila, sjedište opruge, nosač opruge, završni poklopac, poklopac, poklopac kompresijskog ventila, čaura kompresijskog ventila, sjedište uljne brtve, donji poklopac, poklopac za prašinu, radno kolo , ulje Cijevi, uši, nosači su sve automobilske štancanje.
P: Faktori koji utječu na tačnost dimenzija dijelova za auto štancanje?
O: Postoji mnogo faktora koji utječu na točnost dimenzija dijelova za auto štancanje, kao što su zazor probijanja, preciznost proizvodnje matrice, svojstva materijala i debljina, oblik i veličina dijela za štancanje, itd., Glavni faktor je zazor za probijanje.
P: Koje su karakteristike dijelova za štancanje automobila?
O: U procesu štancanja dijelova za auto štancanje, površina materijala nije oštećena, tako da imaju dobar kvalitet površine, gladak i lijep izgled, što pruža pogodne uvjete za površinsko farbanje, galvanizaciju, fosfatiranje i druge površinske obrade.